Manufacturing is increasingly reliant on intelligent automation. Recent events have proven that investments in automation can lead to competitive advantages—production can be scaled up or down quickly, rapid changes in the workforce can be more easily absorbed, flexible manufacturing can allow new or custom products to be produced without retooling, real-time data can be used to quickly correct issues in quality and increase yield, and many more. So, as more and more companies are moving towards automation, what features and technologies should you be aware of to ensure that you maximize your ROI? Today, I'm going to share a few of my thoughts on the automation industry and some of the trends we've seen in the evolution of simple to intelligent manufacturing automation.
Smart Manufacturing and Intelligent Automation
To get started, there are a lot of automation buzzwords out there that you may recognize: Artificial Intelligence (AI), Machine Learning (ML), Augmented Reality (AR), Virtual Reality (VR), Blockchain, the Internet of Things (IoT), the Industrial Internet of Things (IIoT), Cobots, Integrated Robotics, Additive Manufacturing, Machine Vision, Flexible Manufacturing, Smart Sensors, Digital Twins, Predictive Maintenance, Key Performance Indicators (KPIs), Overall Equipment Effectiveness (OEE), Automated Guided Vehicles (AGVs), Software as a Service (SaaS), the Edge, Edge Processing, Cloud…it goes on and on. The exciting thing to know is that each of these is, to some level, real, and each of these has its place and can be used independently or additively to add intelligence to a system.
As an automation system adds technologies, there are additional buzzwords used to describe the result such as Industry 4.0, Smart Factory, Smart Manufacturing, and Intelligent Automation. I like the last two because they do the best job of holistically describing the technology-driven approach of utilizing connected machinery, software, and tools to identify and improve manufacturing performance. Smart Manufacturing is not an off-the-shelf technology but is instead the combination of multiple technologies to enable the use of live data for real-time optimization of plant operations.
Data and Connectivity
Data is the backbone of smart manufacturing, enabling a more connected, efficient, and responsive automation system. Real-time communication between machines, sensors, and central systems allows for immediate monitoring of equipment performance and production processes, leading to faster response times to any issues that arise. And with that data comes enhanced efficiency through the reduction of downtime and optimization of processes.
But a smart manufacturing system is more than just the automation controller (usually a programmable logic controller known as a PLC). Sharing data across different levels of the Automation Pyramid—from the plant floor to the cloud—opens up new ways to streamline operations and connect the information technology (IT) and operational technology (OT) worlds. This data connectivity can link both enterprise systems and manufacturing equipment to provide better visibility into production, increase efficiency by flexibly manufacturing exactly what you need, and reduce cost by minimizing waste and optimizing resource usage.
ISA-95 and the Automation Pyramid
I mentioned the Automation Pyramid as it's an important part of an Intelligent Automation system. ISA-95, an international standard for integrating enterprise and control systems, provides a model and terminology for aligning manufacturing operations with business processes. The standard offers a layered approach to manufacturing operations often referred to as the Automation Pyramid. This pyramid breaks operations into distinct levels, each building on top of the other, and provides a structured approach to data flow through a common data exchange framework.
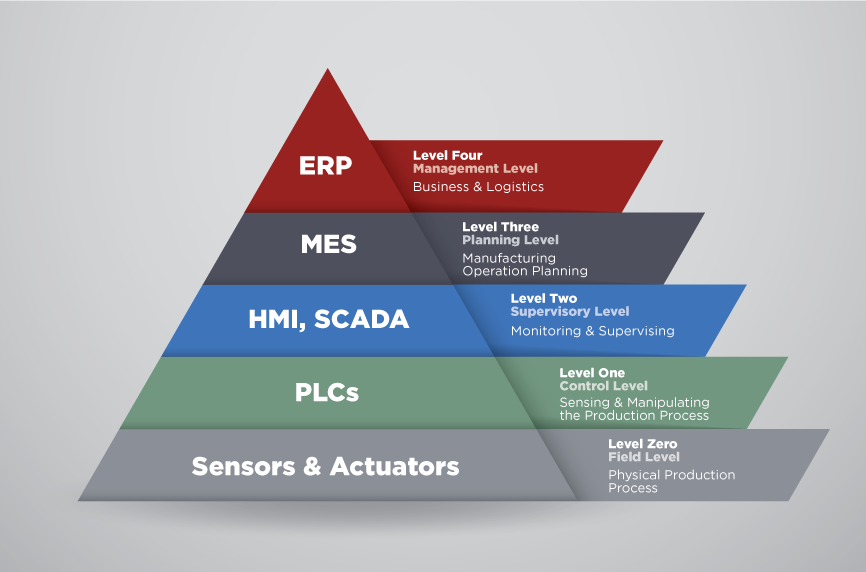
The bottom of the Automation Pyramid (Level 0) is the physical process and the Field Level sensors that interact with it. Building upon that is the Control Level (Level 1), where inputs are being monitored, decisions are made, and outputs are controlled. The Supervisory Level (Level 2) sits on top of the Control Level. This is where Human-Machine Interfaces (HMI) and Supervisory Control and Data Acquisition (SCADA) applications lie to oversee operations and provide operators with the necessary information needed to monitor and control the process. Level 4 adds Manufacturing Operations Management (MOM) and Manufacturing Execution Systems (MES) to optimize the manufacturing process, integrate quality control, and provide visibility into the production process to facilitate the efficient execution of manufacturing tasks. It is also the layer that interfaces with the top layer of the pyramid, the Enterprise layer (Layer 5), which includes business planning, inventory, logistics, and other ERP functions. If followed when architecting and implementing a Smart Manufacturing system, the Automation Pyramid provides consistent and interoperable data exchange across all levels of manufacturing operations.
Advances in the tools and technologies available at all layers of the pyramid have led to making it much easier to implement Smart Manufacturing systems that follow the ISA-95 model.
Field Devices
In the past decade, there has been an explosion in the number of available sensors, actuators, and drives. Smaller form factors and better electronics provide more sensing options in challenging environments. Smart sensors and actuators are doing more processing at the device level, increased adoption of AS-i and IO-Link makes sensors easier than ever to connect, and the increased data available provides more in-depth diagnostics and configuration options. Sensors can now be found with Wi-Fi, Bluetooth, Zigbee, and even cellular connections to allow for direct MQTT communication with IoT platforms running in the Cloud or wireless connectivity to more traditional control systems. Variable Frequency Drives (VFDs) are including built-in data to feed AI/ML models, like those integrated into Rockwell's FactoryTalk Analytics Guardian AI, to turn drives into sensors and provide predictive maintenance functionality. Low-cost VFDs, like the Siemens G120C series, allow for simple commissioning and diagnostics over Wi-Fi using only a cell phone. More data, easier integration, and better reliability mean the intelligent manufacturing automation systems being built today will provide better long-term value.
Control Devices
PLCs have long been the workhorse of the factory—designed for use in less-than-ideal operating conditions, running 24/7 for years at a time, and providing flexibility for expansion. While improvements in hardware continue to occur, it's been improvements in software that have really led to smarter applications. Motion controllers have largely disappeared, replaced by integrated motion in controllers like the Siemens S7-1500T, which can support up to 128+ axis. Rockwell's Integrated Robotics now allows robots to be directly integrated with ControlLogix PLCs, and unified machine control allows OEMs to more easily integrate, control, and coordinate advanced motion technologies. Both of these solutions simplify machine operation and maintenance for the end user, who must only understand and support one system. Soft PLCs (PC-based PLCs), like those developed by Beckhoff, can now turn almost any PC into a real-time control system while integrating web-based HMIs like TwinCAT HMI on the same hardware. Increased adoption of global communication standards, like OPC-UA, by all manufacturers means it's easier than ever to communicate between devices.
While traditional motion control applications have been absorbed into PLCs, incredible new technologies have arisen to provide faster, more flexible, and easier-to-program smart conveyance systems. Rockwell's MagneMotion Lite and QuickStick platforms provide a modular and scalable material handling solution with precise positioning, routing, traffic control, and no maintenance. Beckhoff's XPlanar allows for 2D transport and six (!!) degrees of freedom motion that can open up new worlds for machine and process designers.
Across all of these, improvements in development IDEs allow companies like DMC to reduce time and cost by leveraging more reusable code and providing more flexible solutions with increasingly modular architectures. Improved simulation software allows for advanced simulation and even virtual commissioning, ensuring that machine and factory start-ups go smoothly and on schedule. New advances allow for better collaboration on multi-developer projects, facilitate code reviews and merges, and integrate with third-party source control tools like GIT.
Supervision (HMI & SCADA)
HMI systems have long been hardware-based—you bought a physical device and programmed it to communicate with a PLC or controller. While this can be convenient, and hardware-based HMIs are still being used, the modern trend has seen the evolution of web-based applications that can turn any computer, phone, or tablet into a cutting-edge HMI. Openness and extensibility are the name of the game, as platforms such as Rockwell's FT Optix, Siemens WinCC Unified, and Beckhoff's TwinCAT HMI allow for HMI development that can be deployed to an almost limitless number of targets. Object-oriented designs, web-based tools, simulation testing, and more powerful scripting mean development times can be reduced while delivering more advanced applications.
In the world of SCADA, we've seen Inductive Automation's Ignition eat up market share as it continues to evolve. Its versatile, scalable, and modular architectures allow users to scale applications up as needed, while its cross-platform compatibility and support of industry standards like OPC UA, MQTT, and RESTful APIs facilitate integration with a wide array of devices and systems. However, the combination of its user-friendly development environment and transparent and cost-effective pricing model have really been the drivers of its strong growth. Despite all of that, the traditional players are still forging forward with continuous improvements. Aveva (formerly Wonderware), Iconics, Siemens WinCC, and Rockwell FactoryTalk SE continue to see wide use, and each offers its own compelling advantages. For example, Siemens' WinCC OA platform offers incredible flexibility and scalability, being used for some of the largest and most important systems in the world due to its performance and reliability.
Regardless of the platform, the trend is the same. More open communication with devices and systems, tighter integration with enterprise databases like Oracle and SQL, and cross-platform web-based options for access and control. As these platforms become more powerful and new tools and features are released, we see the increased movement of traditional MES and MOM features into the SCADA layer (things like OEE, for example).
Management (MES)
At the top of the OT space, the MES layer is the bridge between our traditional factory automation systems and business systems. Need to integrate inventory tracking with your manufacturing process? Do FDA regulations require detailed track and trace capabilities to tie raw ingredients to finished products? Want to optimize your production schedule based on your real-time orders to minimize waste? This is where MES (Manufacturing Execution Systems) comes in. They are often highly customized based on the organization and the toolchains in use but provide configurable models and frameworks to solve the most common problems. At DMC, we have frequently utilized Sepasoft, Tulip, and Simatic IT to build problem-solving MES systems for our clients.
Advances in the MES world continue to follow the same trends we see elsewhere:
- Smoother integration with external systems and smart devices. MES systems are increasingly integrating with IoT devices and smart sensors to collect real-time data from the shop floor. This integration enhances data visibility and allows for better monitoring and control of the manufacturing process. Additionally, the use of edge computing in MES helps process data closer to the source, reducing latency and providing improved analytics and decision-making.
- Advanced data analytics and AI. Predictive analytics, machine learning, and AI are being integrated to better analyze the huge amounts of data available, optimize production schedules, and improve decision-making processes.
- Expanded API support. Modern platforms are continuing to improve already robust APIs and web services for integration into even more enterprise systems, data sources, and third-party applications.
- Moving to the cloud. Cloud-based systems provide better scalability without the need for significant infrastructure improvements. Cloud MES deployments can pull data from multiple sites to allow for enterprise-level reporting and also be a central repository for reusable code across all MES deployments.
- Security. Cybersecurity should have been mentioned at every level of the pyramid, but with the level of data available in MES systems, continued security updates to protect from cyber threats.
- Digitalization. Replacing pieces of paper, excel documents, etc., with things like digital forms, digital work instructions, or CAD drawings through the MES screen. To eliminate the need for manually typing data from paper into a database or Excel for analysis, the information is directly entered into a system that both stores and analyzes it, providing valuable insights for decision-making.
Enterprise (ERP)
Finally, we're at the top of the pyramid! ERP is a software system used to manage and integrate an organization's core business processes. ERP systems facilitate the flow of information between all business functions within the organization, providing a unified view of operations and enabling better decision-making. In most cases, these systems are outside of the OT domain, although we frequently integrate with them to facilitate a truly smart manufacturing system.
The Benefits of Intelligent Automation
So, what's the big deal? Why move beyond simple automation? This is a good question and not one with a universal answer. For some organizations, smart manufacturing and intelligent automation may not be necessary. There can be a high level of upfront investment, and the ROI may not be there to justify the business case. But for the others, the benefits can be huge. Increased efficiency, reduced downtime, better visibility in the manufacturing process, the ability to scale production to meet demand, flexibility to allow for new products and features, catching out-of-tolerance products earlier, and tweaking the process to eliminate scrap…the list can go on.
I've worked with customers to build smart manufacturing cells linked to their inventory and ordering systems. Through intelligent automation, we can flexibly manufacture products as they are sold— shipping custom-ordered products within two hours of order placement—without a need for multiple production lines and with significantly reduced labor costs. We've implemented OEE tracking systems to identify where and when bottlenecks occur so resources can be properly allocated and efficiency can be maximized. By utilizing the diagnostics available, we developed lines that allow for quick troubleshooting so that downtime can be minimized and systems can be repaired quickly. We've developed track-and-trace applications in the food and beverage industry that allow manufacturers to precisely identify which products need to be recalled in the event of discovered contamination. With the ever-evolving technologies, the ever-growing availability of data, improving software, and a large team of automation experts, DMC can help you achieve the results you are looking for.
What We Can Do For You
This month marks my 14th anniversary at DMC and with it, 14 years in the Automation Industry. In that time, I have had the opportunity to be a part of some truly amazing projects and to work with some incredible clients. Looking back, it's fun to think about the transformation and growth I've been involved with as our clients have used increasingly more advanced technologies to meet their business needs. While the intrinsic satisfaction of seeing our clients reach new levels of success provides a lot of motivation, 2024 has been a fun year due to the level of national recognition DMC has received for being a leader in the Automation and Controls industry.
In March, DMC was awarded the national Rockwell Automation System Integrator Innovation Award. The turnkey design/build project for which DMC was recognized provided our client with a truly flexible manufacturing cell capable of producing customized products from 100+ base SKUs with minimal operator involvement. This step helped our client move from simple automation to smart manufacturing overnight and delivered immediate results to their bottom line.
"The System Integrator Innovation Award recognizes DMC for demonstrating an innovation solution for their customer that helped solve and address business problems, drove transformation, and delivered meaningful and measurable business outcomes using best-in-breed technologies," Amy L. Graff, North America Partner Marketing Manager at Rockwell Automation, said.
Shortly after, DMC was named the 2024 Control System Integrator Association Integrator of the Year Award. This award recognizes DMC's significant contributions to the advancement of the association and the automation industry as a whole.
So, whether you are just starting your journey toward automation or looking to take the next step toward smart manufacturing, contact us and see what DMC can do for you.